

Agent auxiliaire en plastique Additif de traitement des polymères Agent de traitement des polymères PPA2624additif de traitement des polymères fluorés
Jichang New Material Technology (Shanghai) Co., Ltd. est une entreprise technologique engagée dans la recherche, le déve;
Informations de base
| Modèle NON. | PPA2624 |
| N ° CAS. | 9011-17-0 |
| EINECS | 9011-17-0 |
| Certificat | CCCI |
| Protection environnementale | Oui |
| Couleur | Blanc |
| Type | Additif de traitement des polymères |
| Apparence | Poudre |
| APP | Éliminer la rupture de fonte et améliorer la capacité de traitement |
| spécification | 25KGS/CTN |
| Marque déposée | jichang |
| Origine | Chine |
| Code SH | 39046900 |
| Capacité de production | 1500 tpa |
Description du produit
Jichang New Material Technology (Shanghai) est une entreprise technologique engagée dans la recherche, le développement, la production et l'exploitation de fluoropolymères, de nanomatériaux et d'agents de traitement de surface. Elle a créé successivement Shanghai International Trading Company, Suzhou United High-tech Materials EngineeringR&D Center et Anhui Production Base (66 000 mètres carrés).Les produits fluoropolymères sont désormais devenus la principale base de production de fluoropolymères en Chine. Avec des capacités de recherche fondamentale, des capacités de recherche appliquée et des capacités de recherche étendues, nous avons établi des capacités de recherche en développement de produits, établi le développement de produits et établi un système complet de gestion de la qualité. Fournir aux clients des solutions complètes pour les produits fluoropolymères.
Le domaine d'application des produits fluoropolymères est les conditions de traitement par extrusion des produits polyoléfines. Convient aux LLDPE, LDPE, HDPE, PP, PS, PET, etc.
PPA (additif de traitement des fluoropolymères)
Principe de fonctionnement du PPA (Fluoropolymer Processing Additive):
Utilisations : Convient à divers processus d'extrusion de résine, éliminant et améliorant la fracture de fusion et améliorant la capacité de traitement par extrusion des résines à faible indice de fusion. Domaines d'application : LLDPE, LDPE, HDPE, PP, PS, PET. Spécifiquement dans le processus d'extrusion, l'additif de traitement de fluoropolymère peut être dispersé dans la masse fondue de résine thermoplastique avec une taille de particule de 0,5 ~ 2 um. Une fois la masse fondue mélangée dans l'extrudeuse, sous l'action de la tension superficielle, Fluoropolymer ProcessingAdditive se déplacera vers la masse fondue. La couche externe de la masse fondue bouge ; et a tendance à adhérer à la surface métallique, formant une couche dynamiclubricating entre la cavité à l'intérieur de l'extrudeuse, la surface de la matrice et le corps en polymère pour réduire le frottement entre la fonte et la paroi pendant le mouvement, réduisant ainsi le taux de cisaillement et la traînée visqueuse de la fonte dans le moule. La couche lubrifiante sur la surface du métal est une tendance dynamique, qui est constamment retirée et renouvelée. La quantité d'ajout minimale est d'assurer une couche lubrifiante continue sur la surface métallique de la tête de l'extrudeuse. La couche lubrifiante formée par l'additif de traitement fluoropolymère est appliquée sur la surface métallique inégale pour établir un revêtement dynamique en téflon. Lorsque le processus atteint l'équilibre dynamique, la pression d'extrusion, le couple de l'extrudeuse et la viscosité apparente de la masse fondue diminuent.
Efficacité des additifs de traitement des fluoropolymères :
1) Éliminer et améliorer la fracture de fusion Éliminer le phénomène de peau de requin, éliminer les points cristallins, améliorer le brillant de surface et uniformiser l'épaisseur du produit. Améliorez la dispersibilité des pigments, changez rapidement les couleurs pendant la production et changez rapidement les matériaux.2) réduire la pression d'extrusion, permettre un écart de matrice étroit et réduire la température de fonctionnement.3) éliminer ou réduire l'accumulation de matrice.4) améliorer la capacité de traitement de la résine à faible MI.5) augmenter le rendement de 10 ~ 16%, économiser la consommation d'énergie.PPA2624 (additif de traitement de fluoropolymère)
PPA2624 Additif de traitement de fluoropolymère
Résistance à la température des conditions de travail : 250,6 ºC ISO 11358-1997
L'additif de traitement de fluoropolymère PPA2624, contenant 97,5% d'ingrédient actif, est une sorte de poudre blanche ou jaune clair de 25 mesh à écoulement libre. Il peut améliorer les performances de traitement de la polyoléfine avec une très faible quantité d'additifs (200-800 ppm), ne produisant aucune influence sur les propriétés physiques des résines elles-mêmes ou sur les propriétés de liaison, d'impression et de thermoscellage des produits.
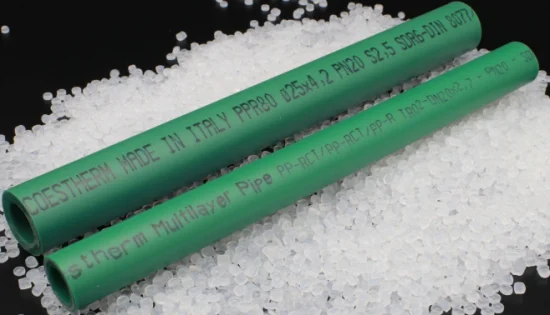
Matériaux de gaine
Ajoutez un additif de traitement de fluoropolymère de 0,5 ‰, éliminez et améliorez la fracture de fusion et améliorez la finition de surface du produit

Mélange maître de couleur
Ajouter un additif de traitement de fluoropolymère de 0,3 ‰, éliminer et améliorer la fracture de fusion et améliorer la finition de surface du produit
Additif de traitement des polymères Additif de traitement des polymères fluorés PPA2624 | |
| Résistance à la température des conditions de travail | 250,6 °C ISO 11358-1997 |
| Champs d'application | LLDPE PEHD EVA |
| Industrie des applications | Film coulé, film soufflé, feuilles, tuyaux, matériaux d'isolation de câbles, matériaux de gaine, mélange maître de couleur |
| Propriétés physiquesDensité | 0.7g/cm3 |
La taille des particules | 25 mailles |
Volatil (105ºC, 1h) | 0,1 % |
Dosage | 0.3‰~1‰ |
Fonctions1. La fracture de fusion peut être éliminée et améliorée pour améliorer les performances de traitement.
Utilisez le processusAméliorez la dispersion des additifs de traitement des fluoropolymères, il est recommandé de fabriquer d'abord un mélange maître de 3 à 5% par une extrudeuse à double vis, puis de l'ajouter aux résines d'extrusion en fonction de la quantité d'additif cible. Lors de la première utilisation, il y aura un temps d'action de 20 à 40 minutes selon l'équipement, la matière première et la vitesse de cisaillement. Pour les équipements qui utilisent en continu à long terme des additifs de traitement de fluoropolymères, il n'y a pas de temps de déclenchement. Questions nécessitant une attention particulière1. Après chaque granulation, isoler rapidement l'air et le sceller pour éviter l'absorption d'humidité. Ne pas exposer la poudre ou le mastermaterial à l'air pendant une longue période2. En cas de phénomènes anormaux tels que la décoloration de la surface et l'accumulation d'eau due à l'absorption d'humidité, arrêtez immédiatement d'utiliser le produit et consultez le fabricant Ci-dessous est produit conformément aux processus de fabrication standard pour le produit en vigueur au moment de la fabrication et est certifié conforme aux spécifications affichées ci-dessous.
Processus d'application des additifs de traitement des fluoropolymères
1. La performance du produit additif de traitement des fluoropolymères consiste à éliminer et à améliorer la fracture de fusion, à améliorer les performances de traitement des résines polyoléfines, la quantité d'addition est extrêmement faible de 300 à 1000 ppm.2. La dispersibilité de l'additif de traitement fluoropolymère dans les résines polyoléfines détermine l'effet d'utilisation. Étant donné que la quantité d'additif de traitement de fluoropolymère ajoutée est très faible, les produits d'additif de traitement de fluoropolymère en poudre doivent être transformés en mélanges maîtres.3. Contribuant à la dispersibilité, la concentration de la préparation du mélange maître : contrôler en dessous de 5 %, ajouter 2 ‰ d'antioxydant, il est recommandé de faire un mélange maître de 3 % et la quantité d'addition est de 1 à 3 %.4. Exigences du processus d'agitation : utiliser un mélangeur commun pour éviter l'agglomération à haute température pendant le mélange.
5. Température suggérée du granulateur :
| valeur de température | écart de température |
| <196ºC | 80 ºC 160 ºC 165 ºC 175 ºC 185 ºC |
6. Lorsqu'il est utilisé pour la première fois, il est nécessaire de nettoyer soigneusement l'équipement. Lors du démarrage de la machine, faites-la fonctionner avec un mélange maître à haute concentration pendant environ 20 minutes, puis réduisez-la à une concentration normale de 3% pour la production. Le temps d'apparition est de 20 à 60 minutes selon l'équipement, le matériau de base et le taux de cisaillement.7. Il n'y a pas de temps effectif pour une utilisation continue à long terme des produits d'additifs de traitement des fluoropolymères.
8. Dosage recommandé : 300~1000PPM
Solutions additives de traitement des fluoropolymères pour éliminer et améliorer la rupture de fonte
La fonction principale de l'additif de traitement du fluoropolymère est d'éliminer et d'améliorer la fracture de fonte des matériaux de polyoléfine et d'obtenir les performances de traitement de la résine sans modifier les propriétés de la résine elle-même. Les omenons de la peau de requin est que la fonte de la résine produit une peau de requin lorsqu'elle est extrudée à haute température et une vitesse élevée. La force de frottement de la paroi de la filière agit sur la couche externe de la masse fondue à la sortie, et la couche externe de la masse fondue est soumise à une tension, et le fluide se rétracte élastiquement. , Dans l'état d'extrusion à grande vitesse, cela provoquera une rupture de fusion et produira un phénomène de peau de requin.
PPA 0 ppm PPA 500 ppm
Additif de traitement des fluoropolymères pour la gélification pendant la production de films
Reasons for gel formation during film making:1) Unmixed/unmelted gel: equipment defects (screw structure, die size) make the material mixed unevenly, which will lead to gelformation.2) Cross-linked gel: The "dead corner" of the equipment is the degradation point, which is easy to generate gel; improperoperating temperature also leads to the generation of cross-linked gel. The carbon radical center crosslinks PE into high molecularweight PE.3) Oxidative gel: fiber or other resin contamination; inorganic additive agglomeration; gel in the polymer; the process of oxidativegel production is that the oxide sticks to the die wall, as a point for other oxidation of the polymer, High concentrations of oxidesare produced, resulting in cross-linking.solution:Continuously add Fluoropolymer Processing Additive 800~1000ppm, use Fluoropolymer Processing Additive lubricating layer tocoat the die wall, establish a dynamic lubricating layer, in a dynamic balance, to avoid the accumulation of material on the die wall;Fluoropolymer Processing Additive with good thermal stability will not cross-link Low molecular components can eliminate andreduce die gel phenomenon, improve production efficiency and reduce waste rate.Fluoropolymer Processing Additive utilizes the ability to eliminate and improve the melt fracture of polyolefin materials to solve thephenomenon of die precipitates in extrusion processes such as film making, extrusion, and wire drawing.During the extrusion process, the extrudate will gradually deposit at the exit of the die, forming a die deposit, or die precipitate; itseriously affects the quality of the product, mainly manifested in the decline of the mechanical and optical properties of theproduct, and the deterioration of the product. Poor surface finish.Reasons for the phenomenon of die precipitates Reasons for using equipment 1) The change of screw pressure during the working process;2) Influence of melt melting temperature;3) The speed of the equipment changes;4) The cleanliness of the die;5) Processing size of die: inlet size, length, outlet angle, shrinkage change, melt flow rate, die expansion ratio;Raw material reasons1) Raw materials contain low molecular weight substances;2) packing;3) The dispersibility of the material: the raw material is not uniformly dispersed; the viscosity of the components is different, andthe dispersion is not uniform;4) Humidity and volatile matter; Solution and improvement plan: add 0.5~1‰ Fluoropolymer Processing Additive
Tu pourrais aussi aimer

Envoyer une demande
Envoyer maintenant